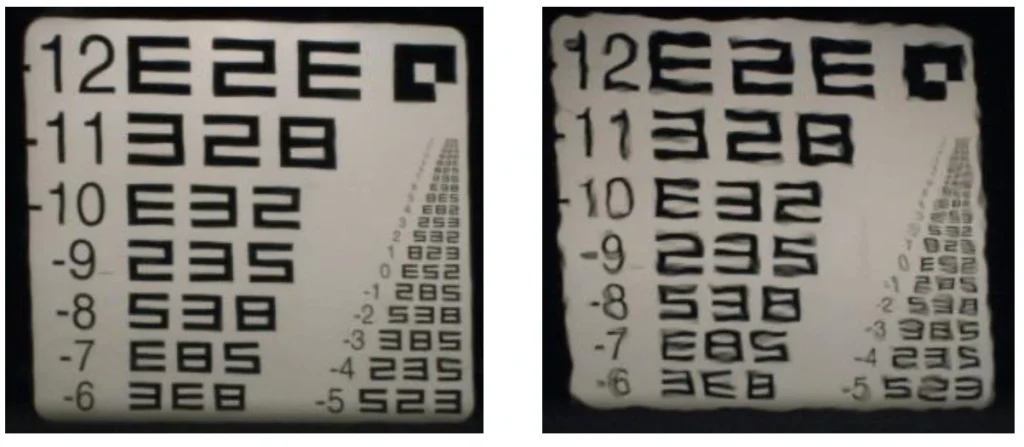
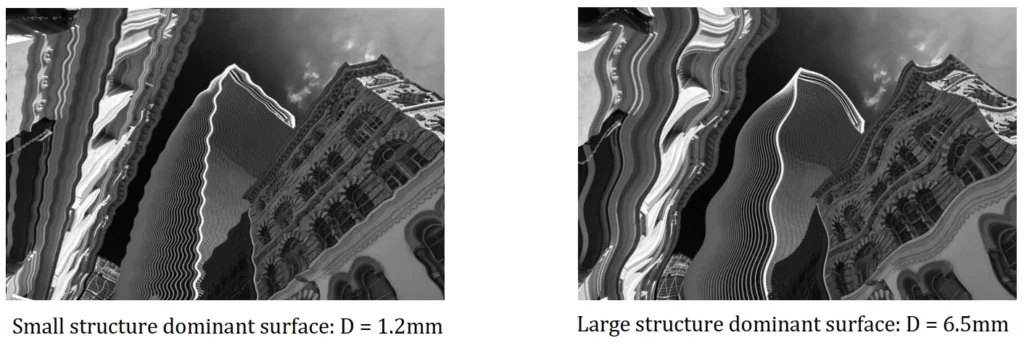
ปัญหาผิวเปลือกส้ม เป็นปัญหาที่พบเจอได้บ่อยกว่า ปัญหาอื่นๆ ในงานเคลือบสีรถยนต์ แต่สามารถตรวจสอบเพื่อควบคุมปัญหานี้ได้ ด้วยค่า DOI และ RIQ
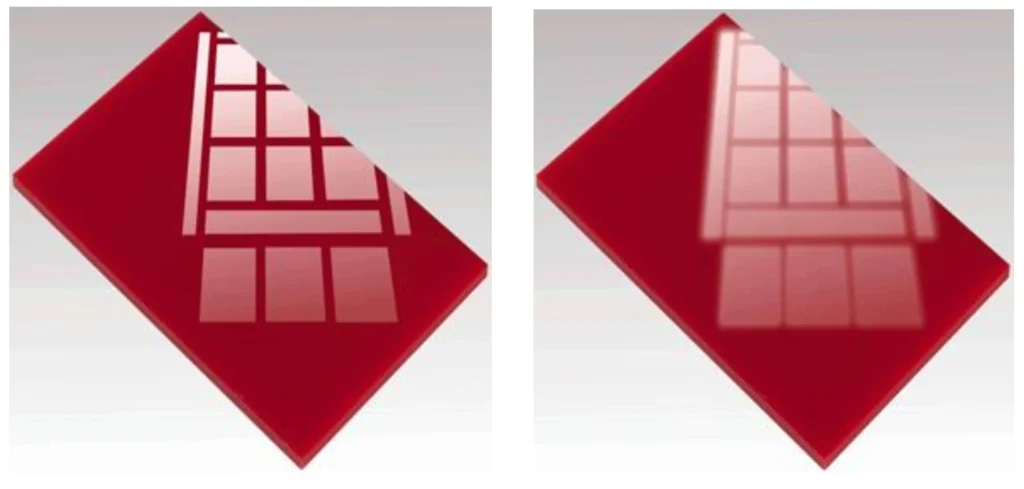
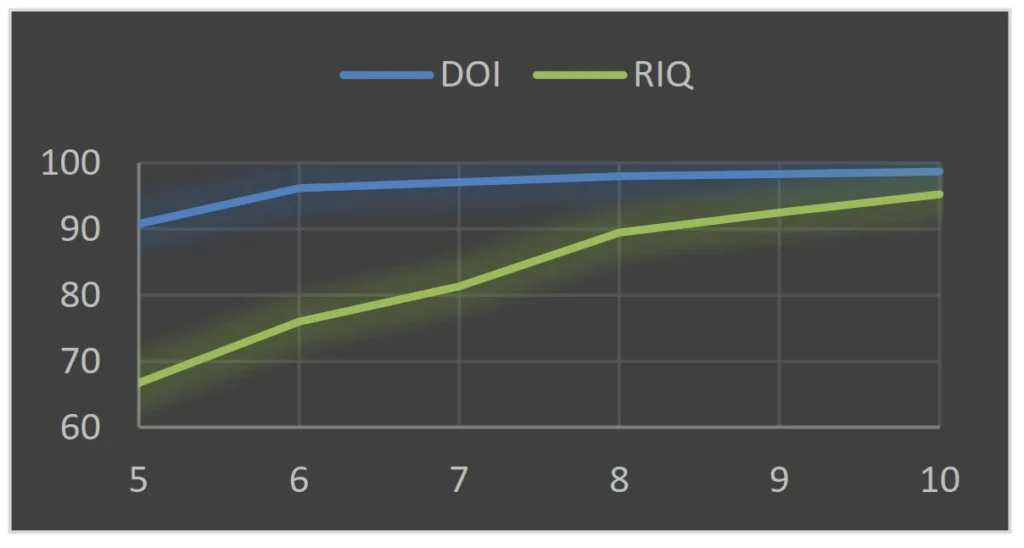
5. Reflected Image Quality (RIQ)
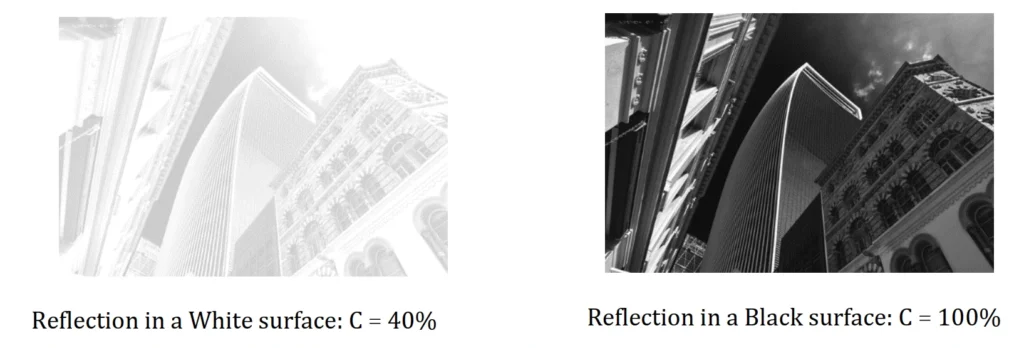
ในอุตสาหกรรมยานยนต์ เทคโนโลยีการเคลือบ (coating) ได้มีการพัฒนามาถึงระดับที่สามารถเคลือบกับชิ้นงานที่เป็น “ผิวเปลือกส้ม” และยังวัดค่า DOI ได้ถึง 90 หรือมากกว่านั้น ทำให้ข้อมูล DOI เพียงอย่างเดียวไม่เพียงพอที่จะประเมินคุณภาพของสารเคลือบได้ นอกจากค่า DOI
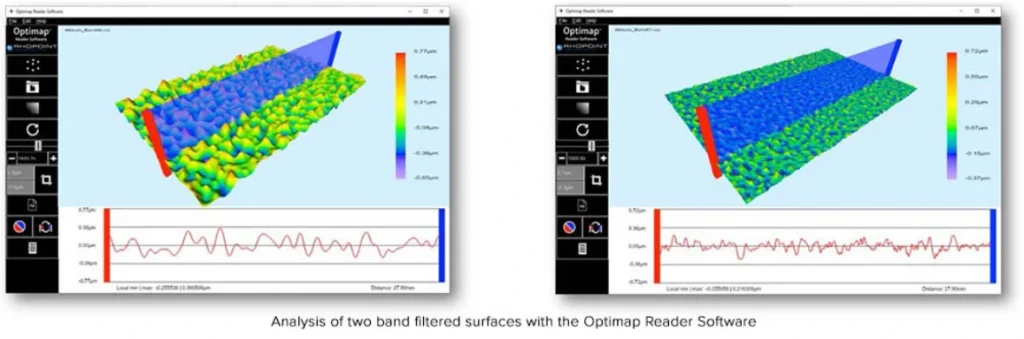
Rhopoint TAMS™ เป็นเครื่องวัดลักษณะภายนอกที่เป็นความร่วมมือระหว่าง Rhopoint, Volkswagen AG และ AUDI AG เทคโนโลยีใหม่ที่เลียนแบบการรับรู้ของมนุษย์เกี่ยวกับคุณภาพของรูปลักษณ์ภายนอก ทำให้สามารถสื่อสารข้อมูลรูปลักษณ์ภายนอกได้ง่ายและรวดเร็ว สามารถวัดและบันทึกข้อมูลพื้นผิวตั้งแต่ความเงาระดับกลางไปจนถึงความมันวาวสูง
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.