

เพราะ “สีดำ” ไม่เคยมีเฉดเดียว ในกระบวนการผลิตจริง ความต่างเพียงเล็กน้อยระหว่างดำสนิท ดำอมฟ้า หรือดำอมน้ำตาล คือตัวแปรสำคัญที่ชี้วัดคุณภาพของผลิตภัณฑ์
ในอดีต เรามี Whiteness Index เพื่อควบคุมความขาว และ Yellowness Index เพื่อตรวจสอบความเหลือง ปัจจุบัน เทคโนโลยีการวัดสีได้ยกระดับไปอีกขั้นด้วยมาตรฐานควบคุมคุณภาพสีดำอย่างเป็นทางการ ภายใต้ ISO 18314-3 และ DIN 55979 มาตรฐานใหม่ที่จะช่วยให้คุณควบคุมความลึกและโทนแฝงของสีดำได้อย่างแม่นยำ
ตัวชี้วัดหลัก 3 ค่า
- วัดระดับความดำในเชิงความสว่าง (Luminance)
- ยิ่งค่า MY สูง → ยิ่งดำ
- ใช้เปรียบเทียบว่าสีดำนั้น “มืด” แค่ไหน
- วัดระดับความดำโดยรวมทั้งสี
- ยิ่งค่า MC สูง → ยิ่งดำเข้ม
- สีที่อมฟ้าเล็กน้อยมักให้ Jetness สูง
- dM > 0 → อมฟ้า (Bluish Black)
- dM = 0 → กลาง (Achromatic Black)
- dM < 0 → อมแดง / น้ำตาล
- โทนอมฟ้ามักให้ภาพลักษณ์พรีเมียม
| ปัญหา | สาเหตุ |
|---|---|
| ความดำไม่สม่ำเสมอ | ความเข้มข้นของ Carbon Black ในสูตรไม่คงที่, ความแตกต่างของเกรดสีดำ, สภาพการผลิต |
| Jetness ต่ำ (ค่าหม่น) | ใช้ Carbon Black เกรดต่ำ, การกระจายตัวของสีผงไม่ดี, ฟิล์มสีบางเกินไป |
| Undertone ผิดเพี้ยน | เลือกสีผงผิดชนิด, ขนาดอนุภาคสีผงส่งผลต่อทิศทางสี, วัสดุพื้นผิวมีผล |
อุตสาหกรรมที่ได้รับผลกระทบ
- ยานยนต์ การคุมโทนสีดำชิ้นส่วนภายในรถให้กลมกลืน (Color Matching) บนวัสดุที่แตกต่างกัน
- อิเล็กทรอนิกส์ ความสม่ำเสมอของพื้นผิว (Uniformity) บนตัวเครื่องและเคสอุปกรณ์
- บรรจุภัณฑ์หรู การสร้างมิติความดำลึกเข้มข้น (High-Jetness) เพื่อยกระดับแบรนด์
- สี, หมึก, พลาสติก การควบคุมค่าความเข้ม (Blackness) และโทนแฝง (Undertone) ในไลน์ผลิต
- สิ่งทอ, เครื่องสำอาง, ยาง การรักษามาตรฐานเฉดสีดำให้คงที่ในทุกๆ ล็อตการผลิต (Batch-to-Batch)
Case Study: Abel Black บน Stainless Steel
Abel Black ผลงานการพัฒนาของบริษัท Abel Corporation (Japan) ถือเป็นตัวอย่างความสำเร็จของการควบคุมโทนสีในงานอุตสาหกรรม โดยใช้วิธีทางเคมีไฟฟ้าที่เรียกว่า Electrolytic Colouring เพื่อกระตุ้นให้ชั้นฟิล์มออกไซด์ตามธรรมชาติบนผิวสแตนเลสมีความหนาขึ้น
ความหนาที่เปลี่ยนไปนี้จะทำให้แสงตกกระทบแล้วเกิดการแทรกสอด (Light Interference) ปรากฏแก่สายตาเป็นสีดำสนิท ซึ่งเทคนิคนี้ไม่ใช่การใช้เม็ดสี (Pigment) หรือการทำสีรูปแบบเดิม ส่งผลให้ผิวสัมผัสคงความเป็นโลหะอย่างสมบูรณ์แบบ และเป็นโจทย์ที่ท้าทายอย่างยิ่งในการใช้เครื่องวัดค่าสีเพื่อควบคุมมิติความลึกของสีดำชนิดนี้
ผลการวัดด้วย Konica Minolta CM-17d
| ตัวอย่าง | Blackness (MY) | Jetness (MC) | Undertone (dM) |
|---|---|---|---|
| ABEL_MR (Mirror finish) | 324.0 | 328.0 | 4.0 |
| ABEL_MA (BA finish) | 244.8 | 255.8 | 11.0 |
| Black Lacquer | 284.3 | 294.5 | 10.2 |
| Painted Plate | 275.0 | 281.9 | 6.9 |
| Decorative Film | 264.7 | 271.9 | 7.2 |
| ABS Resin | 192.7 | 201.4 | 8.7 |
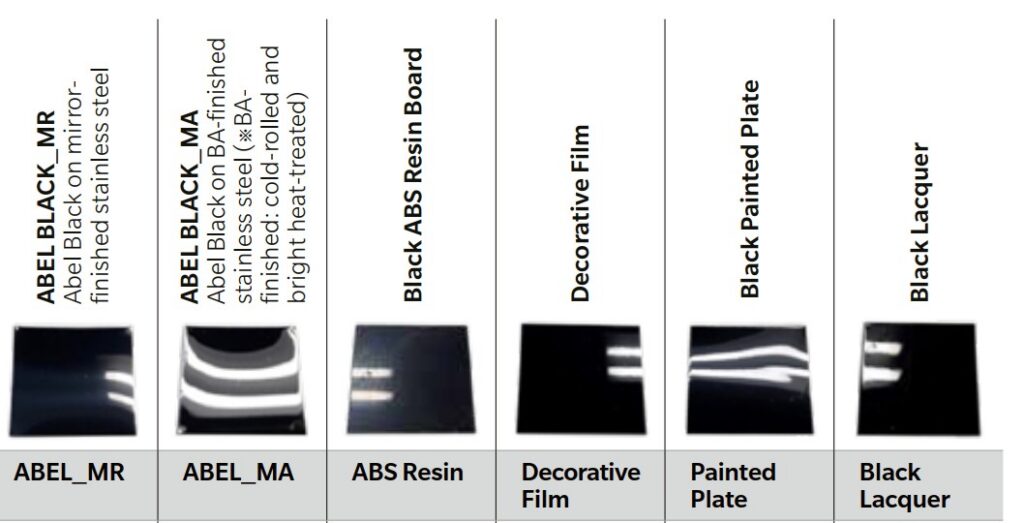
ข้อสรุป ABEL_MR บน Mirror-finished Stainless Steel มีค่า Blackness และ Jetness สูงสุดในทุกตัวอย่าง และทุกตัวอย่างมีค่า dM เป็นบวก หมายความว่าทุกชิ้นเป็น Bluish Black 
Konica Minolta CM-17d
- รองรับการวัดค่า Blackness, Jetness, Undertone โดยตรง ตามมาตรฐาน ISO 18314-3 / DIN 55979
- Geometry การวัด: 45°:0° หรือ de:8° หรือ d:0° ใน SCE mode
- มีความแม่นยำในการวัดสีดำดีกว่ารุ่นก่อน (CM-700d) ทั้ง MAV (⌀8mm) และ SAV (⌀3mm)
- เหมาะสำหรับตัวอย่างที่สะท้อนแสงต่ำมาก (Reflectance < 5%)
สรุปส่งท้าย
การวัดสีดำอย่างมีมาตรฐานช่วยให้อุตสาหกรรมควบคุมคุณภาพสินค้าได้แม่นยำขึ้น ไม่ว่าจะเป็นรถยนต์, บรรจุภัณฑ์หรูหรือพลาสติกอุตสาหกรรม การมีเครื่องมืออย่าง CM-17d และมาตรฐาน ISO 18314-3 ทำให้ “ดำ” ไม่ใช่แค่คำพูดอีกต่อไป แต่เป็นตัวเลขที่วัดได้และควบคุมได้
ให้เราช่วยคุณในการเลือกวิธีการและเครื่องมือที่เหมาะสมสำหรับความต้องการในการวัดของคุณสามารถติดต่อเพื่อข้อมูลหรือคำแนะในการกำหนดขั้นตอนการวัดค่าสีและแสงเพิ่มเติมได้ที่
ได้ที่อีเมล teamiie@centasiathai.com เบอร์ 02-361-3730
Line Official Account : @centasia หรือ สแกน QR code ด้านข้างนี้ค่ะ
สามารถติดตามช่อง Youtube ของเรา
เพื่อรับชมวิดีโอการสาธิตเครื่องมือ และการแนะนำการแก้ปัญหาเกี่ยวกับเครื่องวัดสี คลิกที่นี้


