

ลองนึกภาพว่าคุณเป็นผู้จัดการฝ่ายควบคุมคุณภาพของโรงงานมัทฉะ วันหนึ่งลูกค้ารายใหญ่จากญี่ปุ่นส่งอีเมลมาร้องเรียนว่า “สีของมัทฉะ Lot นี้ไม่ตรงกับ Lot ก่อน” แต่สายตาคุณบอกว่ามันเหมือนกันทุกประการ นั่นคือปัญหาที่แท้จริงของอุตสาหกรรมมัทฉะทั่วโลก สีคือคุณภาพ แต่การมองด้วยตาเปล่าไม่ใช่วิทยาศาสตร์
บทความนี้จะพาคุณเข้าสู่โลกของการวัดสีมัทฉะแบบมืออาชีพ ตั้งแต่วิทยาศาสตร์เบื้องหลังสีเขียวอันเป็นเอกลักษณ์ ไปจนถึงวิธีที่โรงงานผู้ผลิตชั้นนำใช้เครื่องวัดสี Konica Minolta CM-5 เพื่อสร้างมาตรฐานที่ลูกค้าทั่วโลกเชื่อถือได้
คลอโรฟิลล์คือทุกอย่าง
สีเขียวสด ๆ ของมัทฉะไม่ได้เกิดขึ้นโดยบังเอิญ มันคือผลลัพธ์ของกระบวนการเกษตรที่ละเอียดอ่อน ต้นชาถูกบังแสง (Shading) เป็นเวลา 3–4 สัปดาห์ (ประมาณ 20–40 วัน) ก่อนเก็บเกี่ยว โดยบังแสงแดดออกถึง 70–90% เพื่อกระตุ้นให้ใบสร้างคลอโรฟิลล์ในปริมาณสูงขึ้น ซึ่งเป็นสาเหตุที่มัทฉะ Grade สูงมีสีเขียวที่ สดใสและมีชีวิตชีวา (Vivid Jade Green) มากกว่า ไม่ใช่ “เขียวเข้ม” แต่คือ เขียวสะดุดตาแบบหยกสด ที่แตกต่างอย่างชัดเจนจากสีเขียวอมเหลืองของมัทฉะ Grade ต่ำ
หมายเหตุ: ระยะบังแสงขึ้นอยู่กับ Grade มัทฉะ Ceremonial Grade ผู้ผลิต Premium บางรายขยายถึง 35–40 วัน ขณะที่ Culinary Grade อาจบังแสงเพียง 7–10 วันหรือไม่บังแสงเลยเมื่อมัทฉะเสื่อมคุณภาพหรือถูกเก็บรักษาไม่ดี ไอออนแมกนีเซียมในคลอโรฟิลล์จะหลุดออก กลายเป็น Pheophytin ซึ่งให้สีน้ำตาลมะกอก สัญญาณชัดเจนที่บ่งบอกถึงคุณภาพที่ตกต่ำลง
ทำไมสีถึงสำคัญสำหรับโรงงาน
สำหรับผู้ผลิตมัทฉะ สีไม่ใช่แค่ความสวยงาม แต่มันคือตัวบ่งชี้คุณภาพที่วัดได้ในหลายมิติ
- ปริมาณคลอโรฟิลล์ : สะท้อนถึงระยะเวลาการบังแสงและอายุการเก็บเกี่ยว
- ระดับออกซิเดชัน : มัทฉะที่เก็บนานหรือสัมผัสอากาศจะสีซีดลง
- ฤดูเก็บเกี่ยว : ใบชาฤดูแรก (First Flush) มีสีเขียวสดกว่าฤดูที่สองและสาม
- กระบวนการบด : การบดที่ไม่ดีอาจทำให้สีเปลี่ยนจากความร้อน
CIELAB (CIE L*a*b*) ภาษากลางของการวัดสี
L* a* b* คืออะไร?
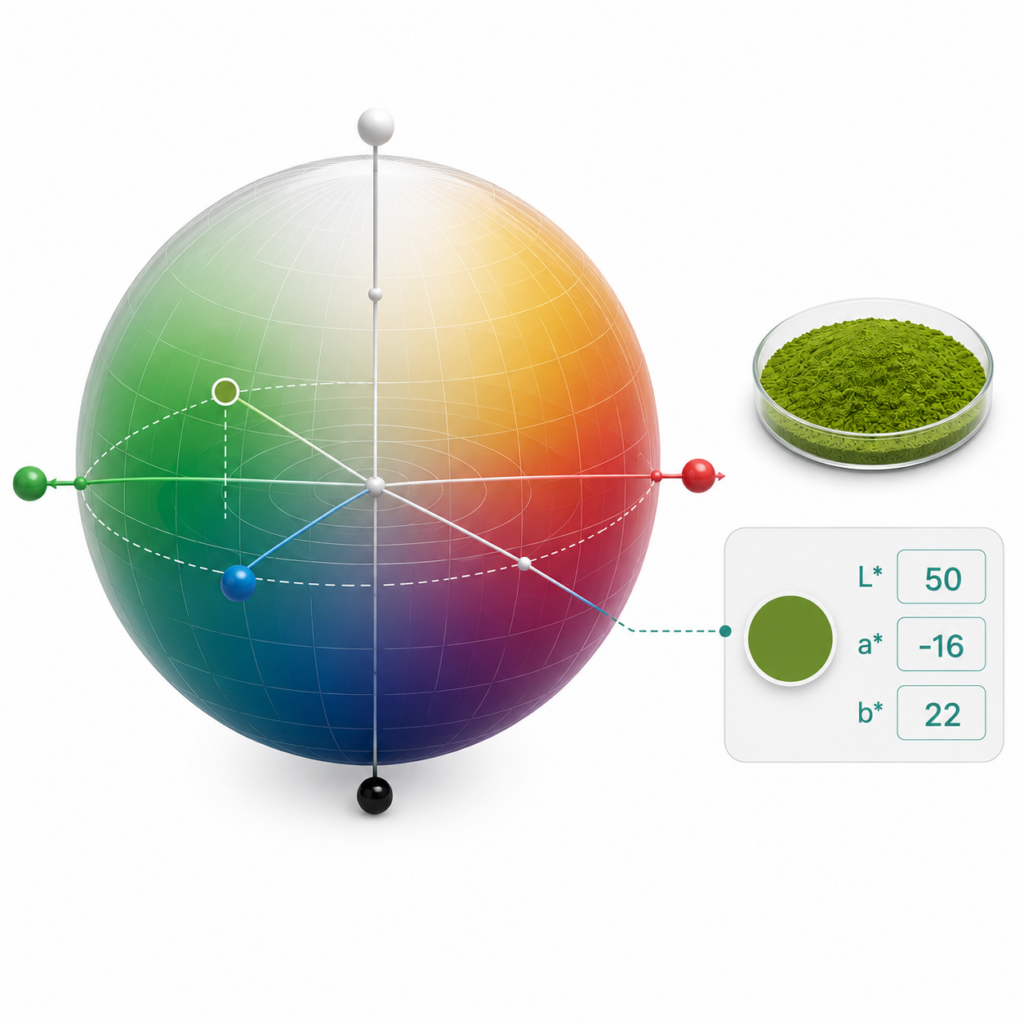
ก่อนจะพูดถึงเครื่องมือ สิ่งสำคัญคือต้องเข้าใจ ระบบสี CIELAB (CIE L*a*b*) ซึ่งเป็นมาตรฐานสากลที่ใช้ในอุตสาหกรรมอาหารและเครื่องดื่มทั่วโลก
สารบัญ
- CIELAB (CIE L*a*b*) ภาษากลางของการวัดสี
- Konica Minolta CM-5: เครื่องวัดสีที่โรงงานมัทฉะเลือกใช้
- การประยุกต์ใช้งาน CM-5 ในโรงงานมัทฉะ
- กรณีศึกษา: ปัญหาจริงที่โรงงานเผชิญ
- เปรียบเทียบ: ตาเปล่า vs. CM-5
- นอกจากCM-5 ตัวเลือกอื่นๆจาก Konica Minolta ที่วัดมัทฉะได้เช่นกัน
- สีคือ Data ไม่ใช่ความรู้สึก
- คำถามที่พบบ่อย (FAQ)
| พารามิเตอร์ | ความหมาย | ช่วงค่า |
|---|---|---|
| L* | ความสว่าง (Lightness) |
0 = ดำสนิท
100 = ขาวสนิท
|
| a* | แกนแดง-เขียว |
− เขียว
0
+ แดง
|
| b* | แกนเหลือง-น้ำเงิน |
− น้ำเงิน
0
+ เหลือง
|
สำหรับมัทฉะ ค่า a* ที่เป็นลบ (ติดลบมาก = เขียวมาก) คือตัวชี้วัดที่สำคัญที่สุด
ค่า L* a* b* บอกอะไรเกี่ยวกับคุณภาพมัทฉะ?
งานวิจัยหลายชิ้นยืนยันตรงกันว่าค่าสี L*a*b* ของมัทฉะแปรผันตามปัจจัยการผลิตหลายด้าน ได้แก่ ระยะเวลาและความเข้มของการบังแสง, ฤดูเก็บเกี่ยว, กระบวนการบดและสภาพการเก็บรักษา ทำให้ไม่มีค่ามาตรฐานสากลที่กำหนดช่วง L*a*b* แยกตาม Grade อย่างชัดเจน แต่ละโรงงานและลูกค้าจะตกลง Internal Spec กันเองตามวัตถุดิบและตลาดที่ต้องการ สิ่งที่งานวิจัยระบุได้ชัดเจนคือ ทิศทางของค่าที่สัมพันธ์กับคุณภาพ
| พารามิเตอร์ | สัญญาณคุณภาพดี | สัญญาณเตือน |
|---|---|---|
| L* (ความสว่าง) | ค่าอยู่ในช่วงที่สม่ำเสมอระหว่าง Lot |
ค่าสูงขึ้นผิดปกติ = อาจออกซิไดซ์ |
| a* (แกนเขียว–แดง) | ค่าติดลบ (ยิ่งลบมาก = เขียวสดมาก) |
ค่าใกล้ศูนย์หรือเป็นบวก = สีซีด เสื่อมคุณภาพ |
| b* (แกนเหลือง–น้ำเงิน) | ค่าบวกเล็กน้อย (เขียวอมเหลืองนิดๆ เป็นธรรมชาติ) |
ค่าสูงมาก = เหลืองเกิน อาจใช้ใบชาอายุมาก |
สำหรับโรงงาน: วิธีที่ถูกต้องคือ วัดค่า L*a*b* จากตัวอย่าง Reference จริง ของวัตถุดิบที่ลูกค้าอนุมัติ แล้วกำหนด Tolerance (ΔE) จากนั้น ทุก Batch ใหม่ต้องอยู่ใน Tolerance นั้น นี่คือระบบ QC ที่แม่นยำและอ้างอิงได้มากกว่าการใช้ตัวเลขจากภายนอก
Konica Minolta CM-5 เครื่องวัดสีที่โรงงานมัทฉะเลือกใช้
ทำไมต้องเป็น CM-5?
Konica Minolta CM-5 ไม่ใช่สเปกโตรโฟโตมิเตอร์ธรรมดา มันถูกออกแบบมาโดยเฉพาะสำหรับอุตสาหกรรมอาหาร เครื่องดื่ม และยา ด้วยคุณสมบัติที่ตอบโจทย์การวัดสีผงมัทฉะได้อย่างลงตัว
- Top-Port Design วางตัวอย่างจากด้านบน ต่างจากเครื่องวัดสีทั่วไปที่ต้องจับตัวอย่างให้แน่น CM-5 มีช่องวัดด้านบน (Top-Port) ผู้ใช้เพียงวางตัวอย่างลงบนช่องวัดได้เลย ไม่ต้องกังวลว่าผงจะเลื่อน ไม่ต้องบีบอัดตัวอย่าง ซึ่งสำคัญมากเพราะการบีบผงมัทฉะจะเปลี่ยนค่าสีที่ได้
- Petri Dish Measurement วัดผงได้โดยตรง CM-5 รองรับการวัดด้วย Petri Dish ซึ่งเหมาะสมที่สุดสำหรับตัวอย่างที่เป็นผง ของเหลว และเพสต์ โรงงานมัทฉะสามารถวางผงมัทฉะลง Petri Dish แล้ววัดได้ทันที ไม่ต้องเตรียมตัวอย่างซับซ้อน
- ช่องรับแสง 3 ขนาด ยืดหยุ่นตามขนาดตัวอย่าง CM-5 มี Aperture ให้เลือก 3 ขนาด: 3mm, 8mm และ 30mm ทำให้วัดตัวอย่างได้ตั้งแต่ชิ้นเล็กมากจนถึงขนาดใหญ่ในเครื่องเดียว
- Automatic Calibration ลดความผิดพลาดของผู้ปฏิบัติงาน ทุกครั้งที่เปิดเครื่อง CM-5 จะทำการ White Calibration อัตโนมัติโดยใช้แผ่น White Reference ภายในเครื่อง ไม่ต้องรอให้เครื่อง Warm Up นาน ลดโอกาสเกิดความผิดพลาดจากการ Calibrate ผิดพลาด
- วัดได้ทั้ง Reflectance และ Transmittance สำหรับโรงงานที่ต้องการวัดไม่เพียงแค่ผงแห้ง แต่ยังรวมถึงมัทฉะที่ละลายในน้ำหรือสารละลาย CM-5 รองรับทั้ง 2 โหมดในเครื่องเดียว
- PASS/FAIL Judgment ตัดสินใจคุณภาพได้ทันที ผู้ใช้สามารถตั้งค่า Tolerance ของแต่ละพารามิเตอร์ได้ล่วงหน้า เมื่อวัดตัวอย่างใหม่ เครื่องจะแสดงผล PASS หรือ FAIL ทันที ไม่ต้องนำค่าไปเปรียบเทียบด้วยตนเอง ช่วยให้ QC ทำงานได้รวดเร็วบน Production Line
แนะนำการประยุกต์ใช้งาน CM-5 ในโรงงานมัทฉะ
- ขั้นตอนที่ 1: กำหนด Standard Color Reference ก่อนเริ่มใช้งาน โรงงานต้องกำหนด Color Reference Standard สำหรับมัทฉะแต่ละ Grade เช่น Ceremonial Grade Standard: L* = 50, a* = -16, b* = 22 ตั้ง Tolerance: ΔE ≤ 2.0 (ค่าความแตกต่างของสีรวม)
- ขั้นตอนที่ 2: เตรียมตัวอย่าง ตักผงมัทฉะจาก Batch ที่ต้องการตรวจ วางลงใน Petri Dish เกรดมาตรฐาน (ความลึกสม่ำเสมอ 3–5 mm) ปรับพื้นผิวให้เรียบด้วยใบมีด (ห้ามกดอัด)
- ขั้นตอนที่ 3: วัดค่า เปิดเครื่อง CM-5 — รอ Auto Calibration สักครู่ วาง Petri Dish บน Top-Port ของเครื่อง กดวัด อ่านค่า L*, a*, b*, และ ΔE บนหน้าจอสี LCD ขนาดใหญ่ ระบบจะแสดงผล PASS / FAIL ทันที
- ขั้นตอนที่ 4: บันทึกและวิเคราะห์ข้อมูล CM-5 รองรับการบันทึกข้อมูลลง USB Memory และสามารถเชื่อมต่อกับซอฟต์แวร์ SpectraMagic™ NX2 เพื่อวิเคราะห์ข้อมูลเชิงลึก สร้างรายงาน Trend การเปลี่ยนแปลงสีตาม Batch และ Lot ต่าง ๆ ได้
กรณีศึกษา: ปัญหาจริงที่โรงงานเผชิญ
ปัญหา 1: Batch สีไม่สม่ำเสมอ โรงงานหนึ่งพบว่ามัทฉะใน Lot เดียวกันมีสีต่างกันเล็กน้อยในแต่ละถุง ค่า ΔE อยู่ที่ 3.5–4.0 ซึ่งเกินค่า Tolerance ที่ลูกค้ากำหนด (ΔE ≤ 2.0)
วิธีแก้ด้วย CM-5: ตรวจวัดผงจากแต่ละถุงย่อยก่อน Blend ทำ Mapping ค่า a* พบว่าผงจากเครื่องบดรุ่นใดกันแน่ที่ให้ค่า a* สูงกว่า (ไม่เขียวพอ) → ตรวจสอบอุณหภูมิของเครื่องบดพบว่าสูงเกินไปจนคลอโรฟิลล์เสื่อมสภาพ
ปัญหา 2: ลูกค้าส่งคืนสินค้า ลูกค้าในยุโรปส่งคืนมัทฉะ Culinary Grade โดยอ้างว่าสีเหลืองเกินไป
วิธีแก้ด้วย CM-5: วัดค่า b* ของ Lot ที่ถูกส่งคืน พบว่าค่า b* = 34 (สูงกว่าเกณฑ์ที่ตกลงไว้คือ ≤ 30) → ตรวจย้อนกลับพบว่า Lot นั้นใช้ใบชาจากเก็บเกี่ยวครั้งที่ 3 ซึ่งไม่ได้แจ้งลูกค้าล่วงหน้า → แก้ไขด้วยการกำหนด Spec ชัดเจนและตรวจวัดก่อน Ship ทุกครั้ง
|
วิธีดั้งเดิม
การมองด้วยตาเปล่า
|
Flagship
Konica Minolta CM-5
|
|
|---|---|---|
| ประสิทธิภาพการวัด | ||
| ความแม่นยำ | แตกต่างตามแต่ละคน | วัดค่าตัวเลขแม่นยำ ±0.1 |
| ความสม่ำเสมอ | แปรผันตามแสง สภาพแวดล้อม | ได้ผลเหมือนกันทุกครั้ง |
| การสื่อสารและมาตรฐาน | ||
| การสื่อสารกับลูกค้า | อธิบายได้ยาก | ให้ค่า L*a*b* เป็นสากล |
| รับรองมาตรฐาน | ไม่รองรับ ISO | รองรับ Traceability |
| การทำงานในโรงงาน | ||
| เวลา | เร็ว | เร็วมาก (<3 วินาที/ตัวอย่าง) |
| บันทึกข้อมูล | ต้องจดเอง | บันทึกอัตโนมัติ |
นอกจาก CM-5 ตัวเลือกอื่นๆจาก Konica Minolta ที่วัดมัทฉะได้เช่นกัน
CM-5 คือตัวเลือกที่ดีที่สุดสำหรับห้อง Lab และโรงงานที่ต้องการข้อมูล Spectral เชิงลึก แต่ถ้างบประมาณยังไม่พร้อม Konica Minolta มีตัวเลือกที่ลดหลั่นลงมาอีก 3 ระดับ ซึ่งแต่ละตัวก็ยังวัดค่า L* a* b* สำหรับมัทฉะได้อย่างมีประสิทธิภาพ
ตัวเลือกที่ 1: Konica Minolta CR-5 — Colorimeter เกรด Benchtop
เหมาะกับ: โรงงานที่ต้องการความแม่นยำระดับ Benchtop แต่ไม่จำเป็นต้องมีข้อมูล Spectral เต็มรูปแบบ
CR-5 คือ Colorimeter แบบตั้งโต๊ะที่พัฒนาบนพื้นฐานเดียวกับ CM-5 โดยสมบูรณ์ มี Top-Port ให้วางตัวอย่างจากด้านบน รองรับ Aperture 3 ขนาด (3mm, 8mm, 30mm) และใช้ Petri Dish วัดผงได้โดยตรง รวมถึงมีระบบ Pass/Fail อัตโนมัติ
ความแตกต่างจาก CM-5 ที่สำคัญ
CR-5 วัดเฉพาะ Tristimulus Color Data (ค่าสี X, Y, Z และ L* a* b*) เท่านั้น ไม่สามารถให้ข้อมูล Spectral Curve แบบ Full Spectrum ที่ CM-5 ทำได้ กล่าวคือ คุณยังได้ค่า L* a* b* ครบถ้วนสำหรับการ QC มัทฉะ แต่จะไม่มีกราฟ Reflectance หรือ Spectral Power Distribution
เหมาะกับมัทฉะหรือไม่?
สำหรับโรงงานที่ต้องการ ระบบ Pass/Fail สีมัทฉะบน Production Line CR-5 ทำได้ครบถ้วน เพราะค่า a* ที่ต้องการ (ค่าเขียว) ยังคงวัดได้แม่นยำเท่ากัน ข้อได้เปรียบคือราคาต่ำกว่า CM-5 อย่างมีนัยสำคัญ ในขณะที่ใช้งานง่ายแบบเดียวกันทุกประการ
สรุป CR-5: คุ้มค่าสูงมากสำหรับ QC มัทฉะในสายการผลิต ถ้าไม่ต้องการ R&D หรือวิเคราะห์ Spectral Data เชิงลึก

ตัวเลือกที่ 2: Konica Minolta CR-400 / CR-410 — Portable Chroma Meter
เหมาะกับ: โรงงานขนาดกลาง-เล็กที่ต้องการความยืดหยุ่นในการพกพา หรือเพิ่งเริ่มระบบ QC สีครั้งแรก
CR-400 เป็น Chroma Meter แบบพกพา ออกแบบสำหรับตัวอย่างที่มีพื้นผิวเรียบหรือสีสม่ำเสมอ วัดค่าสีและความแตกต่างของสีได้อย่างแม่นยำ พร้อมระบบ Pass/Fail อัตโนมัติ เหมาะกับงาน QC ในอาหาร วัสดุก่อสร้าง พลาสติก และงานผิวหนัง
CR-410 รุ่นพี่มี Aperture ขนาด 50mm แทน 8mm ของ CR-400 เหมาะกับตัวอย่างที่มีพื้นผิวไม่สม่ำเสมอหรือสีแตกต่างกันในพื้นที่ใหญ่
สำหรับโรงงานที่วัดผงและเมล็ดธัญพืช CR-400 หรือ CR-410 คือตัวเลือกที่คุ้มค่าในกรณีที่ไม่ต้องการ Spectral Data โดย CR-410 นั้น Aperture ขนาดใหญ่ช่วยเฉลี่ยค่าสีได้ครอบคลุมพื้นที่มากขึ้น ให้ผลการวัดที่ Repeatable กว่า

ข้อจำกัดที่ต้องรู้: CR-400/410 เป็น Handheld ไม่มีหน้าจอขนาดใหญ่แบบ Benchtop ต้องต่อ Data Processor ภายนอกหรือ PC เพื่อแสดงผลและบันทึกข้อมูลอย่างเป็นระบบ
สรุป CR-400/410: จุดเริ่มต้นที่ดีสำหรับโรงงานที่เพิ่งสร้างระบบ QC สี ราคาเข้าถึงง่ายที่สุดในกลุ่ม แต่ต้องการ Accessory เพิ่มเติมสำหรับการวัดผง
|
Flagship
CM-5
Spectrophotometer
|
Mid-range
CR-5
Colorimeter
|
Entry
CR-400/410
Portable Colorimeter
|
|
|---|---|---|---|
| ข้อมูลที่วัดได้ | |||
| ค่า L* a* b* | ✓ | ✓ | ✓ |
| Spectral Curve (กราฟสเปกตรัม) | ✓ | ✗ | ✗ |
| ΔE (ความต่างสี) | ✓ | ✓ | ✓ |
| การวัดตัวอย่างมัทฉะ | |||
| Top-Port + Petri Dish (ผงแห้ง) | ✓ | ✓ | อุปกรณ์เสริม |
| Transmittance (วัดน้ำมัทฉะ) | ✓ | ✓ | ✗ |
| Aperture (ขนาดช่องวัด) | 3 / 8 / 30 mm | 3 / 8 / 30 mm | 8 mm (CR-400) 50 mm (CR-410) |
| การใช้งาน | |||
| Auto Calibration | ✓ | ✓ | ✗ |
| หน้าจอ LCD ในตัว | ขนาดใหญ่ | ขนาดใหญ่ | ต้องต่อ DP-400 |
| Pass / Fail อัตโนมัติ | ✓ | ✓ | ✓ |
| เชื่อมต่อ SpectraMagic NX2 | ✓ | ✓ | ✓ |
| ความสะดวกพกพา | Benchtop | Benchtop | Portable |
| ความเหมาะสมสำหรับมัทฉะ | |||
| QC Production Line |
★★★★★
|
★★★★★
|
★★★★★
|
| R&D / วิเคราะห์เชิงลึก |
★★★★★
|
★★★★★
|
★★★★★
|
| ระดับราคา (สัมพัทธ์) |
|
|
|
วิธีเลือกรุ่นที่ใช่สำหรับโรงงานของคุณ
เลือก CM-5 ถ้า:
ต้องการข้อมูล Spectral เพื่อวิจัย พัฒนาสูตร
ต้องวัดทั้งผงแห้งและมัทฉะละลายน้ำในเครื่องเดียว
ต้องการระบบที่รองรับมาตรฐาน Pharma (Hazen, Gardner, US Pharmacopoeia)
เลือก CR-5 ถ้า:
ต้องการความแม่นยำแบบ Benchtop ในราคาที่ลดลง
งาน QC หลักคือ Pass/Fail มัทฉะบน Production Line
ไม่ต้องการ Spectral Data แต่อยากได้ Platform เดียวกับ CM-5 ทุกอย่าง
เลือก CR-400/410 ถ้า:
งบประมาณจำกัด และต้องการเริ่มระบบ QC สีโดยเร็ว
ต้องการความยืดหยุ่นในการพกพาไปยังจุดวัดต่าง ๆ ในโรงงาน วัดเฉพาะผงแห้ง ไม่มีความต้องการวัดสารละลาย
สีคือ Data ไม่ใช่ความรู้สึก
ในยุคที่ตลาดมัทฉะโลกมีมูลค่าพุ่งสูงขึ้นอย่างต่อเนื่อง และความต้องการจากลูกค้า B2B ทั้งในยุโรป สหรัฐอเมริกา และเอเชียมีความละเอียดมากขึ้น โรงงานผู้ผลิตมัทฉะที่ยังพึ่งพาการมองด้วยตาเปล่าในการควบคุมสีกำลังเดินบนเส้นด้ายที่บางมาก Konica Minolta CM-5 ไม่ใช่เพียงแค่เครื่องมือวัด มันคือภาษากลางที่ทำให้โรงงานและลูกค้าทั่วโลกพูดคุยเรื่องสีในหน่วยเดียวกัน คือ L*, a*, b* ที่วัดได้ บันทึกได้ และพิสูจน์ได้ เมื่อสีคือ Data การวัดสีอย่างแม่นยำจึงไม่ใช่ต้นทุน มันคือการลงทุนในความเชื่อมั่นของลูกค้า
คำถามที่พบบ่อย (FAQ)
Q: CM-5 วัดผงมัทฉะได้โดยตรงเลยไหม หรือต้องละลายน้ำก่อน?
A: CM-5 วัดผงแห้งโดยตรงได้เลยโดยใช้ Petri Dish ซึ่งแนะนำสำหรับ QC ในโรงงาน เพราะเร็วกว่าและไม่ต้องเตรียมสารละลาย แต่หากต้องการวัดสีของเครื่องดื่มมัทฉะพร้อมดื่ม สามารถสลับไปโหมด Transmittance ได้
Q: ค่า ΔE เท่าไหร่ถึงยอมรับได้สำหรับมัทฉะ?
A: มาตรฐานทั่วไปในอุตสาหกรรมอาหารคือ ΔE ≤ 2.0 ถือว่าตาเปล่าแทบแยกไม่ออก แต่สำหรับลูกค้า Premium อาจกำหนด ΔE ≤ 1.0 ควรตกลงค่า Tolerance กับลูกค้าก่อนเริ่ม Production
Q: ต้องทำ Calibration บ่อยแค่ไหน?
A: CM-5 มี Auto Calibration ทุกครั้งที่เปิดเครื่อง แต่สำหรับการผลิตต่อเนื่อง ควร Calibrate ใหม่ทุก 4–8 ชั่วโมง หรือเมื่อมีการเปลี่ยน Aperture ขนาด
Q: CM-5 เหมาะกับโรงงานขนาดเล็กไหม?
A: ใช่ CM-5 ออกแบบมาให้ใช้งานได้โดยไม่ต้องต่อคอมพิวเตอร์ มีหน้าจอและปุ่มกดในตัว เหมาะกับทั้งห้องปฏิบัติการขนาดเล็กและสายการผลิตขนาดใหญ่
หากต้องการความช่วยเหลือในการพัฒนาและกระบวนการจัดการสีและแสงของคุณหรือพูดคุยกับผู้เชี่ยวชาญด้านสีและแสงของเรา
ให้เราช่วยคุณในการเลือกวิธีการและเครื่องมือที่เหมาะสมสำหรับความต้องการในการวัดของคุณสามารถติดต่อเพื่อข้อมูลหรือคำแนะในการกำหนดขั้นตอนการวัดค่าสีและแสงเพิ่มเติมได้ที่
ได้ที่อีเมล teamiie@centasiathai.com เบอร์ 02-361-3730
Line Official Account : @centasia หรือ สแกน QR code ด้านข้างนี้ค่ะ
สามารถติดตามช่อง Youtube ของเรา
เพื่อรับชมวิดีโอการสาธิตเครื่องมือ และการแนะนำการแก้ปัญหาเกี่ยวกับเครื่องวัดสี คลิกที่นี้

